Unibloc Food Grade Pump | Innovative Food Pump Technologies
Unibloc has been a leader in food grade pump manufacturing for over 30 years. We pioneered the application of an all-stainless steel housing and base plate in our food pump. We were the first to cast one piece that includes flanges to minimize the number of parts that need FDA approval.
Innovation and engineering drive our product development and creatively solve challenges faced by the food processing, beverage, and pharmaceutical industries.
We offer a variety of precision engineered, high-quality food-grade gear pumps that fit a variety of applications in a multitude of industries. We are not the largest sanitary pump manufacturer out there, but we are the premier food product pump manufacturer with the most willing, ready and able staff to meet the toughest industry demands.
What Makes a Pump Food Grade?
Sanitary food grade pumps are designed to transfer consumable products between processes without exposing them to the mechanisms of the pump or other external exposure. Thanks to smooth pumping, these standard food-grade pumps gently transfer products without disrupting their consistency.
Food Grade Pumps aren’t limited to just the food industry. These high-quality pumps are designed to adhere to strict hygienic standards for use in the Pharmaceutical, Food, Beverage, and Cosmetics industries. The sanitary pumps we offer at Unibloc Pump are capable of handling a range of different applications. Find out below what sets Food Grade Pumps apart from the rest!
There are strict standards for food grade pumps, so not just the seals need to be sanitary, but the whole pump as well. The pump is constructed from Stainless Steel AISI 316L and finished with a high-grade finish.
When you purchase a pump, a certification from the FDA or EHEDG will confirm it was created to hygienic standards. In light of this, it’s important to emphasize that FDA-approved seals can be on the pumps but the rest of the pump is not, thus making the pumps unhygienic and not suitable for use in food-grade applications.

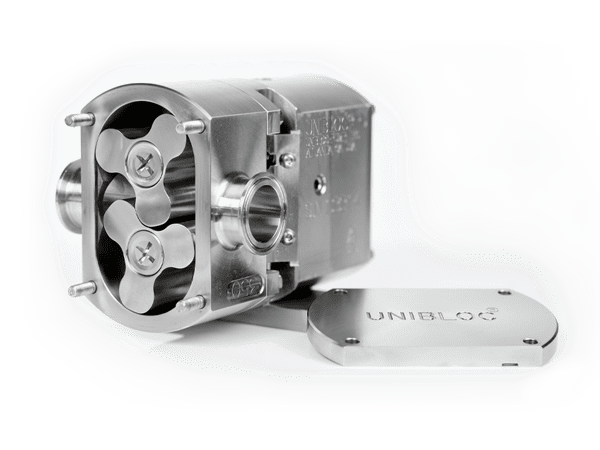


This lobe pump for food processing has set the highest industry standards for performance and provides solutions for a wide range of demanding applications. The core gear box is fully machined to achieve a compact design while delivering the reliability and dependability essential to food processing. Our PD lobe food pump is available in a range of sizes and deliver smooth, low-shear performance. Our signature seamless design and Crevice-fee food grade pump interior form the cleanest CIP/SIP capable food pump in the industry, making it the premier choice.
Features and Benefits
The Food Pump Head
- Precision machined from solid stainless steel
- Cleanest in the industry
- Seamless Design and Porosity Free Guarantee
- No pockets or crevices in pump head interior or front cover
- Fully CIP/SIP capable design
- VSM technology, allowing the pump head to fit any seal type
Rotors
- Patented rotor design offers optimal efficiency and performance
- Low product shear
- Excellent displacement
- Available in industry specific materials and designs
Shafts
- Oversized shafts – short and robust to reduce deflection at high pressures
- Tighter tolerances
- Increased flow rates
- Greater efficiency = slower operation speeds and increased lifespan
- Hardened and sleeved shafts available for increased durability, faster maintenance and decreased downtime
Bearing Housing
- Unibloc gearbox – the toughest precision-built gearbox in the industry
- Fully machined exterior
- Non-stick surface
- Unibloc Infinite ID is machined directly into the gearbox to prevent missing tags or lost food grade pump ID
- Available in stainless steel and aircraft aluminum





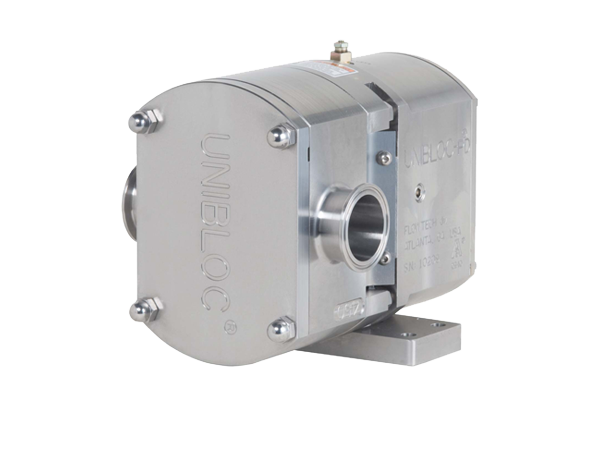
Smooth flow, reliability and effortless maintenance are just a few of the features that make up the foundation of our food grade gear pumps. Featuring precision-machined gears, this gear driven food pump offers solid construction for worry-free dependability and uncompromising accuracy. Built with the same innovative design and engineering as our PD lobe pumps, the GP series also features signature QuickStrip® technology, requiring no tools for maintenance, making it the most serviceable food gear pump in the industry.
Features and Benefits
- Pump Head
- Precision machined from solid stainless steel
- Cleanest in the industry
- Seamless Design and Porosity Free Guarantee
- No pockets or crevices in pump head interior or front cover
- VSM technology allows the pump head to fit any seal type
- Gears
- Helical and spur gear designs for smooth, accurate and pulsation-free flow
- Available in Teflon/Stainless composite, Teflon and various plastics
- QuickStrip®
- Unibloc’s solution for applications requiring fast and easy cleanability
- Food pumps that disassemble without the need for tools
- Easy to clean and maintain while reducing wear and tear on components and downtime
- Found on all Unibloc-GP and select PD food pumps
- 3A
- The Unibloc food gear pump is designed with strict adherence to 3A sanitary standards
What is a Food Grade Pump?
Fluid is moved mechanically by cyclically enclosing and moving a fixed volume through the system using a positive displacement (PD) pump. This cyclic pumping can be achieved by pistons, screws, gears, rollers, or diaphragms.
There are a number of pump options, but most of them can be grouped into two categories: reciprocating and rotary.
Reciprocating Positive Displacement pumps are driven by cyclical strokes of a piston, plunger, or diaphragm. As opposed to reciprocating pumps, rotary positive displacement pumps move fluids with the continuous motion of gears, rather than the backward and forwards motion of reciprocating pumps. A liquid seal is formed between the rotating element and the pump casing, creating suction at the pump inlet. The pump draws fluid into the teeth of the rotating cogs or gears and transports it to the discharge. A gear pump is the simplest example of a rotary positive displacement pump.